Since the early 1990s, a procedure to widen cardiology patients’ blocked or narrowed arteries—percutaneous coronary intervention (PCI)—has used metal stents. These bare metal stents have proven to be particularly useful in addressing elastic compression that reduced efficacy of traditional balloon devices for maintaining desired arterial widening.
Biocompatibility requirements and mechanical considerations for PCI have dictated the acceptable materials and designs used to produce bare metal stents. A nonexhaustive list of bare metal stent materials would include stainless steel, nitinol, and magnesium, with the latter being the only fully-degradable alloy. Patterns machined into these alloys include coils, spirals, weaves, and multiple ring-type designs, or some combination of each.
Machining approaches for bare metal stents have spanned etching, micro-electrical discharge machining, electroforming, die casting, and laser cutting. Each approach has its advantages, but most recently the standard workhorse for producing bare metal stents is fiber lasers with fixed cutting heads. These machines employ a lathe-style configuration with a high-accuracy linear and rotary stage, moving a workpiece beneath the laser beam.

An example stent pattern (center section) on demonstration parts. Photo credit: Aerotech.
Control of the final laser-cut kerf geometry (cut width and cross-sectional taper angle) is paramount to limit mechanical fatigue in the produced medical device. The cutting head typically can adjust the focus geometry of the beam, which drives the final spot size (kerf width) and Rayleigh length (cross-sectional taper angle). When this is combined with the motion system to accurately position the beam with respect to the center of the tube, the cutting geometry can be tightly controlled.
Limitations in the optical setup of these fixed-beam cutting heads can make achieving smaller kerfs for smaller devices at odds with longer Rayleigh lengths used to cut thicker-walled tubing. Overhauls to machines or multiple machines with varying optical designs are then required to experiment across different tube stocks and stent designs, thus increasing development time and costs.
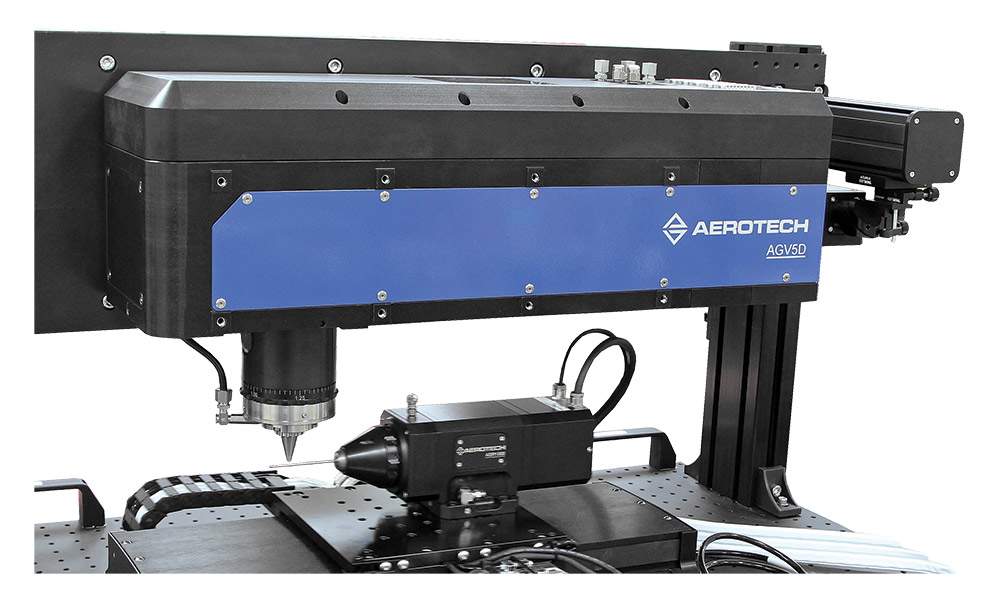
The recent introduction of five-axis precession scanning heads, particularly Aerotech’s AGV5D, among others, presents a solution for medical device manufacturers, both for prototyping and production.
The AGV5D is particularly unique in that it allows for independent 5D control of a laser spot in XYZ space, with the ability to tilt the beam (taper angle) and rotate this tilt (clock angle) about the Z axis.

XYZ, clock, and taper control representation of the AGV5D at the nozzle output. The beam and focal point can be moved anywhere within this working area while maintaining the spot size and Rayleigh length of the beam. Photo credit: Aerotech.
This control of the focal point position and orientation enables precession of the focal point through the wall of the tube during cutting, for ideal fluence application. It also controls the beam taper intersection with the walls of the part, allowing for processing of tubes with wall thicknesses up to 2 mm with precisely controlled cross-sectional geometry along the kerf.
The high accuracy of 5D precession scanners combined with ultrafast laser sources provides the ability to selectively ablate only the desired material while minimizing any heat-affected zone (HAZ) or dross accumulation. This minimizes any post-processing cleaning of the part that would normally be required of a gas-fed fiber laser cutting operation, thereby improving quality and reducing the number of steps required to produce bare metal stents.
Recent technological advances in the 5D precession scanning field, combined with the proliferation of industrial ultrafast laser sources, have opened new manufacturing methods to support new frontiers of bare metal stents for PCI procedures. Precise control of the cut kerf for a wide range of tube wall thicknesses, reduced HAZ, and cleaner cuts create an opportunity for novel, improved stent designs and new materials to further improve patient outcomes.
Eric Belski is Aerotech’s laser applications laboratory manager leading the development of advanced precision automation and laser machining applications. www.aerotech.com